| ●国家标准: | GB/T 11345-2013 焊缝 |
GB/T18852-2020 参考试块 |
GB/T 7233 铸钢 |
GB/T 6519-2013 变形铝镁 |
GB/T 4162-2022 锻轧钢棒 |
GB/T 11259-2015 钢 |
GB/T 3310-2010 铜/铜合金 |
| ●行业标准: | 能源标准(47013) | 航空工业试块 | 铁路行业试块 | 电力电网试块 | 石油石化行业 | 建筑行业试块 | |
| ●国际标准: | ISO2400/EN12223 | ISO7963/EN29763 | |||||
| ●美国标准: | ASME美标 | ASTM美国材料协会 | AWS美国焊接协会 | API美国石油协会 | 英国标准试块 | 日本标准试块 | |
| ●其它试块: | 缺陷试块 | 磁粉试块 | 渗透试块 |
欢迎访问北京北极星辰科技有限公司官网
 010-62410402
010-62410402
010-62410402 您现在的位置:
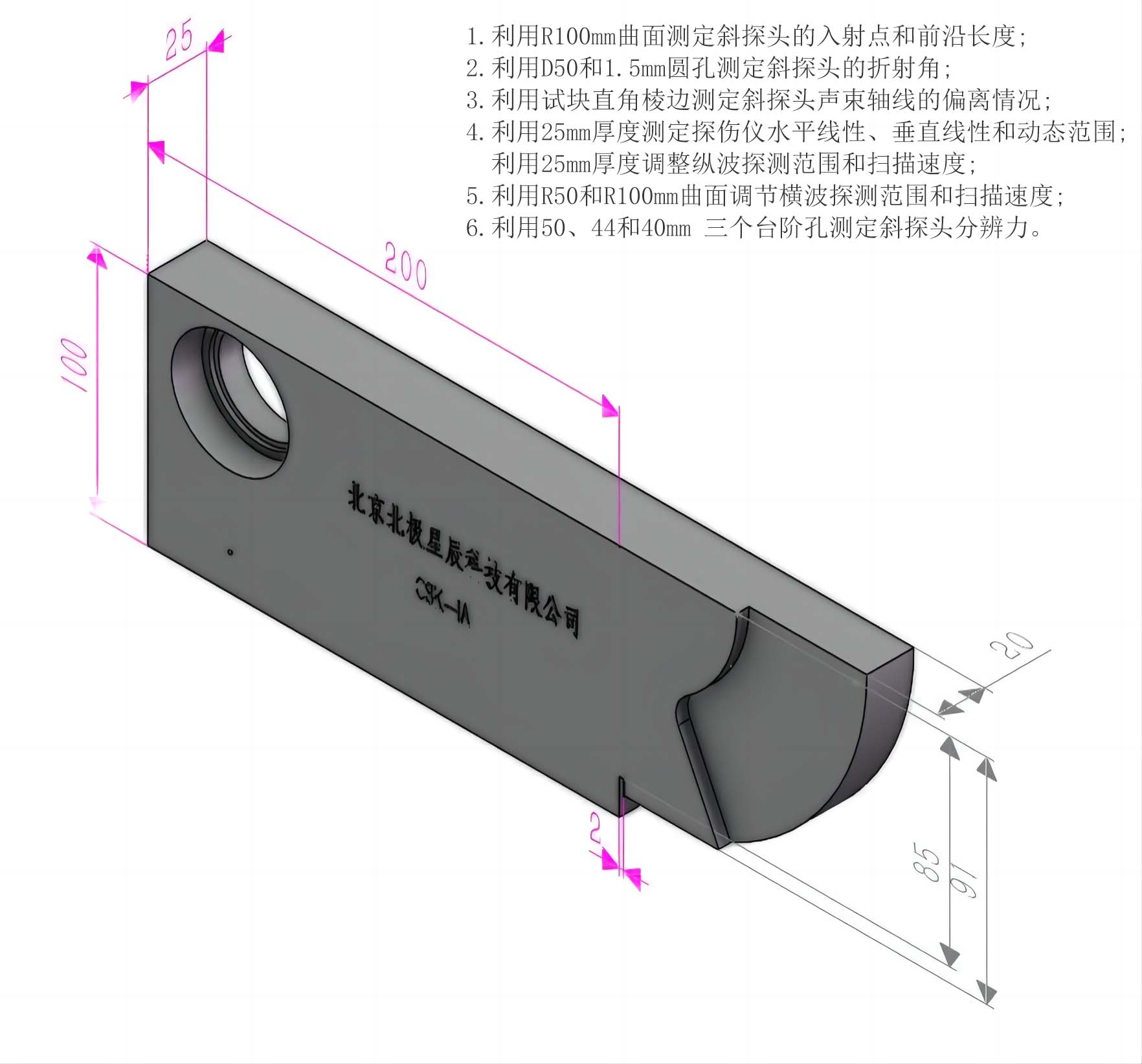
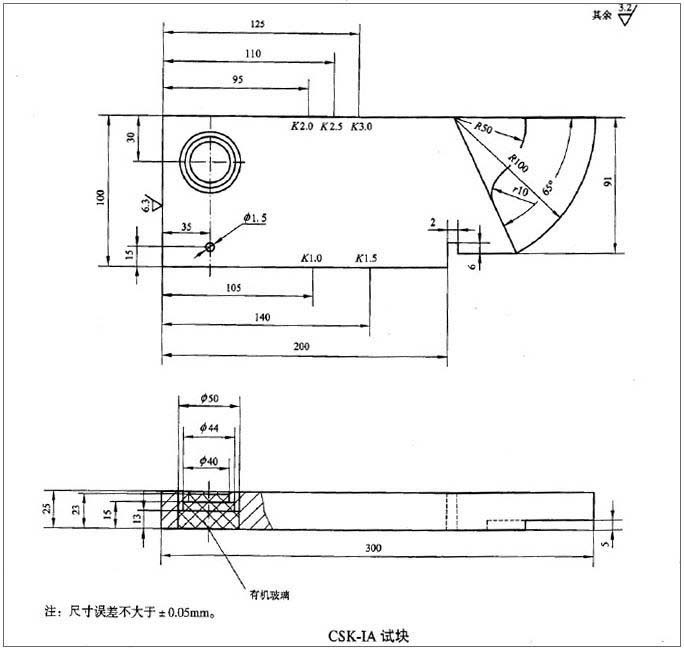
您现在的位置:CSK-IA试块
CSK-IA试块是由ITW试块的基础上改进而来。
 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1 | 测探伤仪的水平线性 | 利用厚度25mm测定探伤仪的水平线性、 | 水平线性 本测试是为了校核超声波探伤仪的时基线性。测试时,采用CSK-IA标准试块的20mm厚平行面。测试前将探伤仪的“抑制”调节为0%,其它调整取适当值。 具体测试方法及步骤如下: 1)将探头压在试块上,中间加适当的耦合剂,保持稳定的声耦合。将探测范围调至100mm,调节脉冲移位使屏幕上显示出6次底面回波; 2)在“基本”菜单中,调节脉冲移位、探头零点、材料声速,使第一次底面回波(Sa)显示0mm,第六次底面回波(Sa)显示100mm; 3)依次将B2、B3、 B4、B5升至80%,用闸门套住逐一读出其声称Sa与20、40、60、80的偏差α2、α3、α4,α5然后取其中最大的偏差值αmax,将测试的结果记录到表C-2中。水平线性误差ΔL(以百分值计)由下式给出: ΔL=│αmax.│% 式中:αmax表示最大偏差值。 |
| 测探伤仪的垂直线性 | 垂直线性 | 垂直线性 本测试是为了校核超声波探伤仪增益线性和衰减器精度两者的综合效果。测试时,采用CSK-IA标准试块的100mm厚平行面,测试前将探伤仪的“抑制”调节为0,其它调整取适当值。 具体测试方法及步骤如下: 1)将探头压在试块上,中间加适当的耦合剂,保持稳定的声耦合,并将试块底面的回波调至屏幕时基线的近中央处; 2)调节探头零点,使一次底面回波声程Sa为100mm,调节增益使底波达到显示屏满幅度100%,但不饱和,作为0dB,此时至少应有30dB的增益余量; 3)调节增益每次减2dB,每次调节后用满刻度的百分值记下相应的回波高度,并填入表C-1中,共计降26dB,测量的精度为0.1%。从表中得出最大正偏差d(+)max和最大负偏差d(-)max的绝对值之和为垂直线性误差Δd(以百分值计),它由下式给出: 4)Δd= |d(+)max|+ |d(-)max| |
|
| 2 | 调整纵波探测范围 | 利用厚度25mm和高度100mm调整纵波探测范围 | |
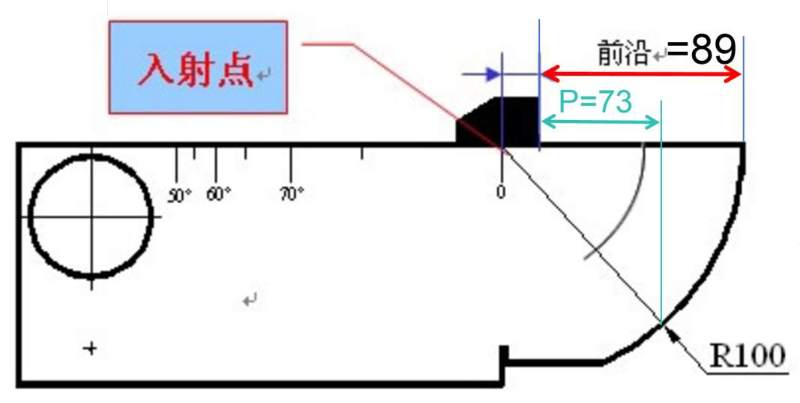
| 3 | 测定斜探头的入射点 | 利用R50和R100校定时基线或测定斜探头的入射点 | 测定斜探头入射点 将探头置于图示位置,向R100mm的圆弧发射超声波,前后移动探头,直到R100mm圆弧面反射波达到最高点,此时与CSK-1A试块侧面标线中心点“0”相对应的探头契块那一点即为探头入射点。 |
| 4 | 测定直探头的分辨力 | 利用高度85、91、100ram测定直探头的分辨力 | 测定仪器和直探头的远场分辨力 (1)抑制旋钮调至“0”,探头置于如图所示位置,左右移动探头,使显示屏上出现85、91、100三个反射回波A、B、C如图所示,则波峰和波谷的分贝差20Lg(a/b)表示分辨力。 (2)标准中规定,直探头远场分辨力大于等于20dB。 |
| 5 | 测定斜探头的分辨力 | 利用中40、44和50ram曲面测定斜探头的分辨力 | 测定仪器和斜探头的远场分辨力 (1)探头置于如图所示位置,对准50mm、44mm、40mm阶梯孔,使示波屏上出现三个反射波。 (2)平行移动探头并调节仪器,使50mm、44mm回波等高,如图所示,其波峰和波谷分别为h1、h2,其分辨力为NB/T47013-2015中规定,斜探头的远场分辨力大于等于12分贝。 |
| 6 | 定直探头盲区和穿透能力 | 利用中50有机玻璃圆孔测定直探头盲区和穿透能力 | 盲区的估计 盲区是指最小的探测距离,测试方法是:将直探头置于探头位置图中D、E位置,测量50mm圆孔反射波。从而可以估计出盲区小于等于5mm或大于等于10mm,或者介于两者之间。 盲区测定 (1)利用csk——1a试块上Φ50孔距两侧边缘5㎜和10㎜的边距测盲区大小。如图所示: 分别用探头探测两边距,看孔波与始波间是否有波谷且谷底在基线上,若谷底不在时基线上,则不能分辨孔波。一般先探10mm边距,若能分辨则盲区小于10mm,可再探5mm边距,若不能分辨则至少5mm是盲区。 最大穿透能力估计 将直探头置于探头位置图中F位置,将仪器个灵敏度旋钮均置于最大,测试试块中有机玻璃块反射波次数和最后一次反射波高度。以此来估计最大穿透力,借以比较探伤仪器及探头组合性能随时间变化的情况。 |
| 7 | 横孔测定斜探头的K值 | 利用中50曲线和φ1.5mm横孔测定斜探头的K值 | 测定斜探头的K值根据探头折射角的大小,将探头置于试块的不同位置进行测量,如图所示。波形图同于入射点波形图。 测量时,探头应放正使波束中心线与试块侧面平行,前后移动探头,找到50mm孔或1.5mm孔的最高反射波。此时,声束中心线必然与入射点和圆心之间的连线相重合,即声束中心线垂直于孔表面。这时,试块上与入射点相应的角度线所标的值即为该斜探头的K值。 |
| 8 | 调节横波1:1扫描速度 | 利用高度91mm(纵波声程91mm相当于横波50mm)调节横波1:1扫描速度,配合R100作零位校正 | |
| 9 | 测定斜探头的声轴偏斜角 | 利用试块直角棱边测定斜探头的声轴偏斜角。 |
|
|||||||||||||||||||||
|
敬告:请不要拷贝北极星辰图片和文字用于宣传 北京北极星辰科技有限公司 版权所有(2009-2024) 核心产品:超声C扫描、相控阵、探伤仪、4G远程测厚仪 京ICP备09058481号-2 北京市公安局网络备案编号:京公网110108002214号 |
|||||||||||||||||||||

