 |
焊缝检测 点焊检测 |
|
欢迎访问北京北极星辰科技有限公司官网
 010-62410402
010-62410402
010-62410402
 您现在的位置:
您现在的位置:便携式相控阵检测仪 C扫描 TOFD :BSN800
○线性扫查 ○扇形扫查 ○动态深度聚焦 ○合成孔径 ○全聚焦
| 功能特点 | 相控阵功能参数 | TOFD模块参数 | ||
| ◆ 相控阵、TOFD、A扫三能一体,按键切换,缺陷验证更高效 ◆ 32:32同步发射接收,集成度高,成像效果更好 ◆ 内置大量开放式工件模型,缺陷显示直观,异型结构分析更简单 (适用于平板焊缝、“T”型焊缝、角接焊缝、管焊缝、锻件、板材、车轴、轮辋等) ◆ 具备T、K、Y、平板焊缝等工件的翻转功能、图像更直观 ◆ 具备聚焦声线仿真功能,实时显示仿真声线聚焦点与焊缝坡口的关系 ◆ 60Hz 刷新率,图形动态效果更佳,显示速度更快 ◆ 全角度TCG/DAC曲线补偿功能 ◆ 具备ACG角度补偿、回放、修正功能 ◆ 全程动态聚焦,聚焦性能好,缺陷结果更精准 ◆ 具备A/B/C/D/S/L/TOFD/3D多种图像显示功能,缺陷分析更全面 ◆ 具备深度闸门、声程闸门自动报警功能,缺陷判别更快捷 ◆ 具备耦合监控功能 ◆ 具备无试块模块自动校准功能 ◆ 支持编码器全程自动扫查记录 ◆ 具备探头、楔块、参数、数据、报告等文件分类编辑功能 ◆ 具备探伤报告自动输出打印功能 ◆ 具备S扫图像翻转功能 |
◆ 通道数:32/32 ◆ 系统带宽 :0.5-15MHz(-3dB) ◆ 数字化频率:100MHz 8bit ◆ 数字采样点:8192 ◆ 数字平滑平均:16 ◆ S扫线数:256 ◆ 重复频率:1.0KHz-5.0KHz ◆ 刷新率:60Hz ◆ 延迟精度 :2.5ns ◆ 检波方式 :正检,负检,全检,射频 ◆ 发射延迟范围:0-20us ◆ 发射电压 :50V-200V ◆ 脉冲宽度 :30ns-500ns(步进10ns) ◆ 脉冲激发方式:负方波 ◆ 增益范围:0-80 dB ◆ 增益步进 :0.1 dB ◆ 数字增益 :0-30 dB ◆ DAC:16点 ◆ TCG:16点 ◆ 动态聚焦 :接收动态聚焦 ◆ 扫查图像 :A/C/D/S/L/3D |
◆ 通道数:2对TOFD(2发2收) ◆ 系统带宽:0.5-15MHz(-3dB) ◆ 数字化频率:100MHz 10bit ◆ 数字采样点:1024 ◆ 数字平均 :16 ◆ 重复频率:100Hz-1KHz ◆ 刷新率:60Hz ◆ 检波方式 :正检,负检,全检,射频 |
||
| 仪器参数 | 标准配置 | |||
| ◆ 屏幕尺寸:10.4英寸 ◆ 屏幕参数:24位真彩色 ◆ 屏幕分辨率:800X600 ◆ 数据存储:64GB ◆ 扩展接口:USB2.0×2,VGA×1 ◆ 编码器接口:2个 ◆ 报警器:1个 ◆ 工作温度:0-45℃ ◆ 储存温度:温度-20-65℃ ◆ 供电方式:AC220/DC15V/Bat11.1V ◆ 续航时间:4小时 ◆ 尺寸:250×180×75(mm) ◆ 重量:2.7Kg(带电池) ◆ 机壳材质 :塑料 |
◆ 32:64 主机 ◆ 5MHz 64 晶片探头 ◆ 采集分析软件 ◆ 0 度 PA 楔块 ◆ 编码器一个 |
|
压力容器的焊缝检测 |
|
复合材料检测 |
|
小直径管件的焊缝检测 |
|
手动和半自动腐蚀成像 |
| 通过单次扫查,对压力容器的焊缝进行一次完整的检测。如果在单次检测过程中将TOFD和PA结合起来使用,与常规的光栅扫查或射线成像技术相比,将会大大减少检测时间。此外,用户还可以即时得到检测结果,这样就可以随时发现有关焊接设备的问题,并对问题马上进行解决。 | 由于层压复合材料制成的工件具有各种不同的形状和厚度,因此对这些工件的检测可谓是一种挑战。 我们为碳纤维增强聚合物材料结构的检测提供了完整的解决方案。 |
与手动扫查器一起使用时,可以进入到狭窄的空间对管道进行检测。被测管件与其周围物体,如:配管、支架或框架之间的距离可以小到12毫米(0.5英寸)。 | 系统可探测出壁内损伤,如:氢致起泡或制造过程中产生的分层,而且可清楚区分这些异常现象与壁厚减薄的情况。 在这项应用中,相控阵超声技术具有检测速度快、数据点密度适当,以及检出水平高等特点。 |
问:超声波检测过程产生的超声对环境,对人体有什么影响,是否符合相关标准?
纯铁、钢制产品能检测缺陷的最大深度是多少?
答:
1. 工作过程中超声对环境没有任何影响,因为超声在空气里边不传播,只在固体和液体里传播。
2.检测深度范围
(1)超声波可检测的深度范围0~10000mm,即0~10米,但越深检测分辨率越低。
(2)工业超声检测一般检测几毫米~几百毫米;
(3)具体到相控阵,一般用于检测2~200mm,最常用于检测2~50mm,对于2-50mm的钢、铝可以检测到直径小至0.3mm的孔。
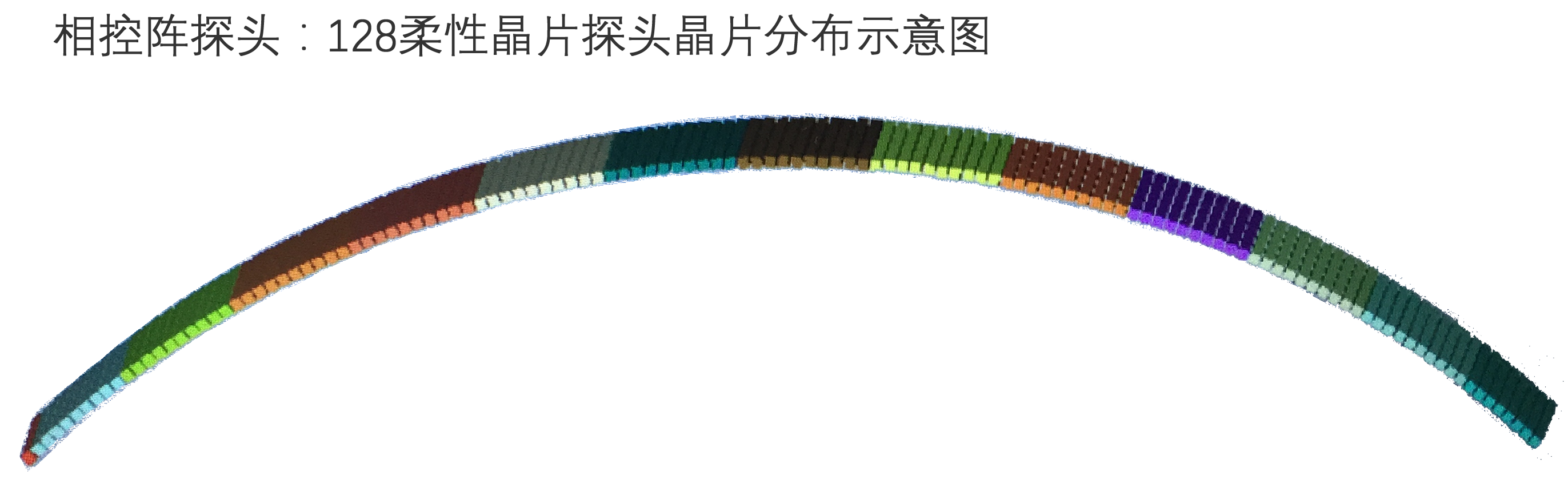
3.柔性相控阵探头
答:
1. 工作过程中超声对环境没有任何影响,因为超声在空气里边不传播,只在固体和液体里传播。
2.检测深度范围
(1)超声波可检测的深度范围0~10000mm,即0~10米,但越深检测分辨率越低。
(2)工业超声检测一般检测几毫米~几百毫米;
(3)具体到相控阵,一般用于检测2~200mm,最常用于检测2~50mm,对于2-50mm的钢、铝可以检测到直径小至0.3mm的孔。
3.柔性相控阵探头
|
|||||||||||||||||||||
|
敬告:请不要拷贝北极星辰图片和文字用于宣传 北京北极星辰科技有限公司 版权所有(2009-2024) 核心产品:超声C扫描、相控阵、探伤仪、4G远程测厚仪 京ICP备09058481号-2 北京市公安局网络备案编号:京公网110108002214号 |
|||||||||||||||||||||

